

"We can offer friendly advice on all aspects of welding"

Keith Temperley
Welding Co ordinator
APPLICATION: NATURAL GAS PIPELINE
2 off 12mile long, parallel pipelines to transport natural gas from an LNG Re-gasification plant to an inland Cement Works.
Pipe material specificationAPI 5L X52 PSL2, carbon steel pipe 273mm OD x 6.35mm thick to be welded in accordance with API STANDARD 1104.
Welding Procedure Qualification Record (WPQR)Code/Testing Standard – API 1104
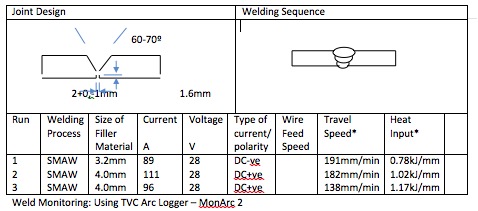
Welding Process – SMAW (Shielded Metal Arc Welding)
Joint type – Single Vee Butt Weld, Multi run (3 passes).
Maximum pass thickness – 3mm
Filler metal classification – AWS A5.1-04: E6010 Flux type – Cellulosic
Filler metal size – Root: 3.2mm, Hot pass & Cap: 4.0mm
Welding Position – 5G Vertical Down
Welding Current Polarity – Root: DC-ve, Hot pass & Cap Dc+ve
Other information:
External line up clamps removed after 50% of root completedTime lapse between runs – Root/Hot pass 5mins. Hot pass/Cap 15mins.
Mechanical Test ResultsTensile Tests: Rm 524 & 542 N/mm²
Bend tests: Root & Face bends (4T Former) 180°angle – Acceptable Macro examination: Acceptable Nick Break fracture tests (Transweld) – Acceptable.
Hardness Test:
Charpy Impact Test: sub size specimen 3.3mm.
Test temperature: 0°C. Charpy value range (Transweld): 23-51J
Vickers Hardness Test: Hv10.
Parent Metal – 156-175HAZ – 174-216Weld Metal – 169-182